高级不锈钢
成都准石贸易,专业的进口材料供应商,供应多种等级和规格的镍合金、钴合金和高等级不锈钢
350
350UNS S35000, AISI 633, AMS5548, AMS5745350是一种添加了铬镍钼的不锈钢,可通过马氏体转变和沉淀硬化进行硬化处理。基于不同的热处理方式,350可以是奥氏体结构,具有最佳成型性能;也可以是马氏体结构...
350
UNS S35000, AISI 633, AMS5548, AMS5745
UNS S35000, AISI 633, AMS5548, AMS5745
350是一种添加了铬镍钼的不锈钢,可通过马氏体转变和沉淀硬化进行硬化处理。基于不同的热处理方式,350可以是奥氏体结构,具有最佳成型性能;也可以是马氏体结构,具有马氏体不锈钢的强度。该合金通常含有5-10%的delta铁素体。其耐腐蚀能力接近其他铬镍奥氏体不锈钢。
350合金可用于汽轮机压缩机部件,例如叶片,刹车盘,转子,转轴等在室温和中温需要耐受高强度的零部件。
化学成分
碳 0.07-0.11%
磷 0.04%以下
硅 0.50%以下
镍 4.00-5.00%
氮 0.017-0.13%
锰 0.50-1.25%
硫 0.03%以下
铬 16.00-17.00%
钼 2.50-3.25%
铁 余量
磷 0.04%以下
硅 0.50%以下
镍 4.00-5.00%
氮 0.017-0.13%
锰 0.50-1.25%
硫 0.03%以下
铬 16.00-17.00%
钼 2.50-3.25%
铁 余量
耐腐蚀性能
350合金耐腐蚀能力优于其他可淬硬的马氏体不锈钢。在普通环境和各种温和的化学环境中,350合金表现出良好的耐腐蚀能力。重复时效状态的材料易受晶间腐蚀,因为产生了碳化铬沉淀。但是如果材料按下面这个方法做了硬化处理,则可更好地耐受晶间腐蚀。
提高350合金的应力腐蚀耐受能力,热处理方法是,加热至1010-1066°C,迅速冷却至室温,在-73°C冷却3个小时,然后重新加热至927-954°C,90分钟/英寸厚度,迅速冷却至室温,在-73°C冷却3个小时,然后在538°C回火3个小时。
为达到最佳耐腐蚀状态,材料表面不得起皮,不能有润滑油,异物等。加工后,零件应彻底清洗并做钝化处理。
物理性质
比重:退火态—7.92;低温冷却,454°C回火态—7.81
密度:退火态—0.2860 lb/in3;回火态—0.2820lb/in3
熔距 2500-2550°F
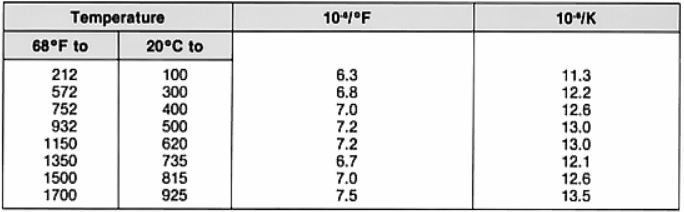
平均热膨胀系数
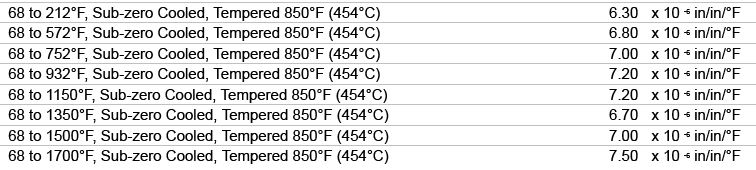
平均热膨胀系数—低温冷却,454°C回火
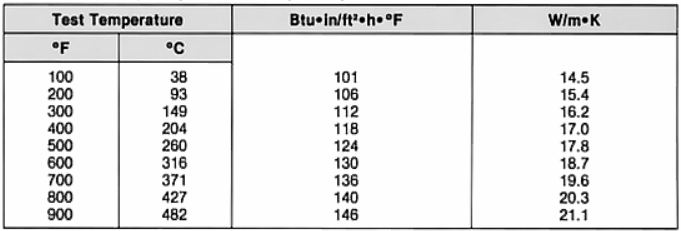
导热率
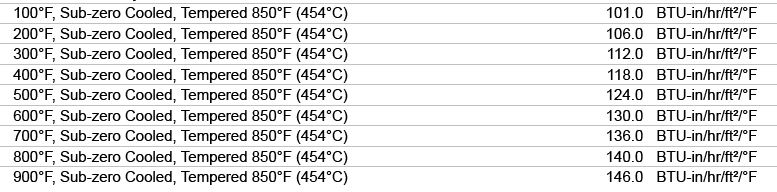
导热率—低温冷却,454°C回火
弹性模量(E)

刚性模量(G)

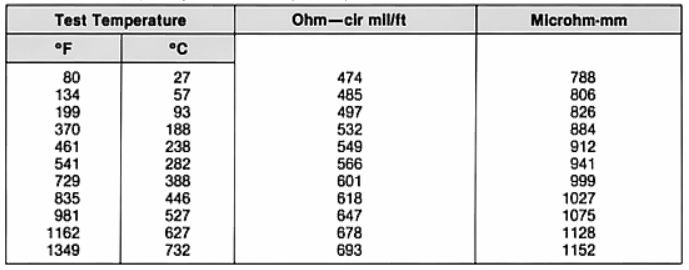
电阻
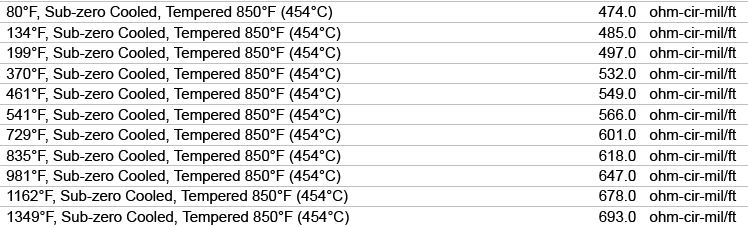
电阻-低温冷却,454°C回火
机械性能
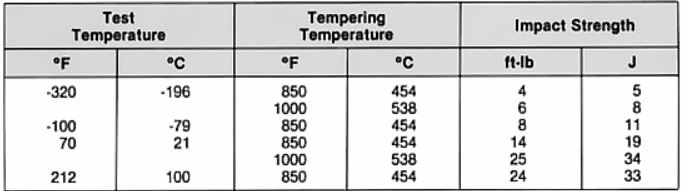
温度对V型缺口冲击强度的影响—低温冷却,回火态
抗拉性能—低温冷却,回火态
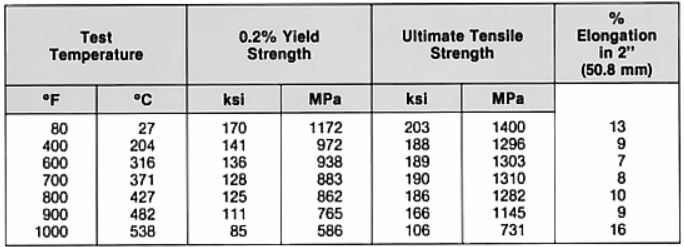
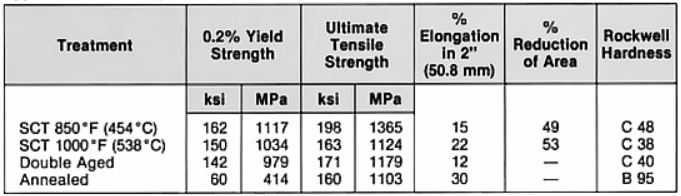
室温机械性能
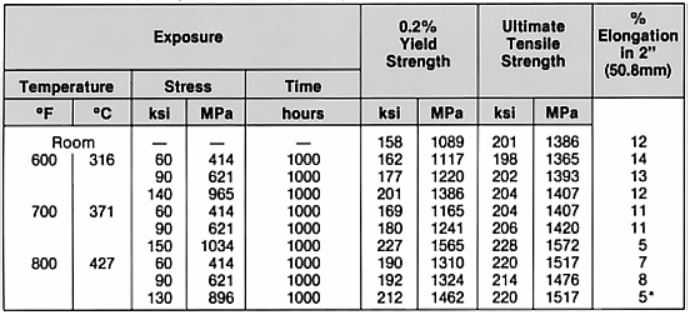
暴露于高温并受应力后恢复室温的抗拉性能—低温冷却,回火态
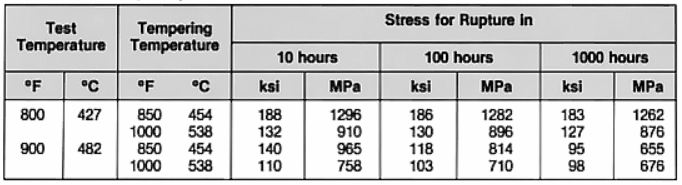
应力开裂强度—低温冷却,回火态
热处理
退火
加热至1010-1066°C,迅速冷却至室温
硬化
两种方法硬化,一是先低温冷却再回火(简称SCT),二是重复时效(简称DA)。SCT方法得到的强度高于DA方法。SCT处理之前,材料应从932°快速冷却进行调质。对于DA,调质不是必须,但是建议采用。另外,建议退火处理后(1010-1066°C),先将材料在-73°C冷却3个小时,再做硬化处理。
重复时效(DA)
在732-760°C保温3个小时,空冷至室温,然后加热至440-468°C,保温2-3个小时,空冷。
低温冷却
在932°C调质90分钟/英寸厚度,迅速冷却,在-73°C冷却至少3个小时,然后在454°C或538°C回火至少3个小时。454°C回火态的强度和硬度最高,538°C回火态的韧度和应力腐蚀性能更好。
过度回火态
棒料和块料的供货状态通常是过度回火态。该状态的热处理过程是加热至745-801°C,3-4小时,空冷至室温,然后加热至538-593°C,3个小时,空冷,产生稳定的回火马氏体结构,最适宜机加。
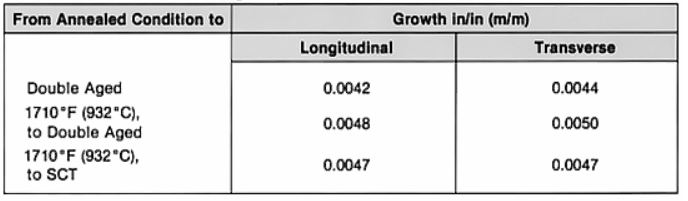
热处理尺寸增长
加工性能
热加工
350材料可热加工。热加工的最高温度为1177°C。温度达1177°C,铁素体会增加。完工阶段的温度范围控制为927-982°C,可阻止晶粒粗化,提高碳化物的匀质沉淀。
冷加工
退火态的350合金基本就是奥氏体,成型性能类似300系列不锈钢,但是350的冷作硬化率更高。冷成型加工可导致马氏体转换,转换率和加工量成正比。如果形变量很大,可将材料加热至149°C或更高来减弱冷作硬化。硬化状态的350合金具有足够的韧度,可以做有限的成型和矫直加工。
机加
退火态的350比较软,有粘性,而且冷作硬化率很高,因此不建议机加退火态的350材料。最便于机加的状态是过度回火态。过度回火态机加需留足尺寸增大的余量,以便后续做硬化处理。如果机加精度要求非常高,需在硬化状态完成最终的机加工序
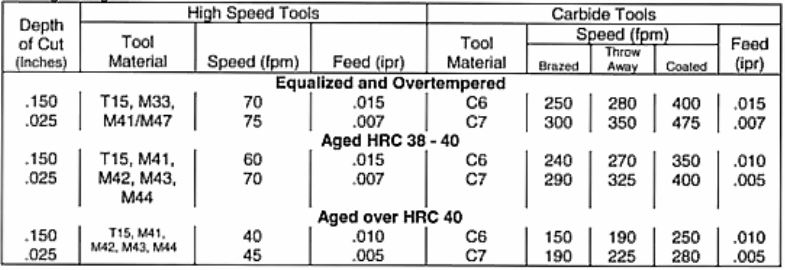
350合金的加工参数
车削—单点和组合刀具
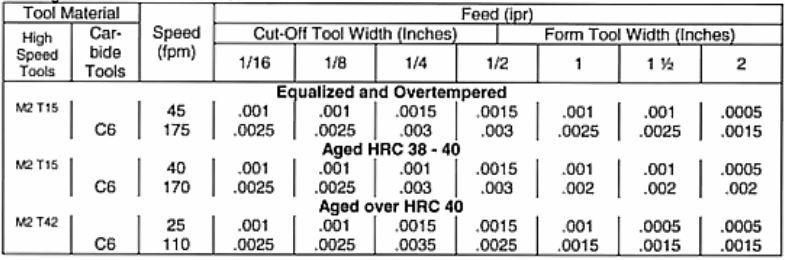
车削—切断和成型刀具
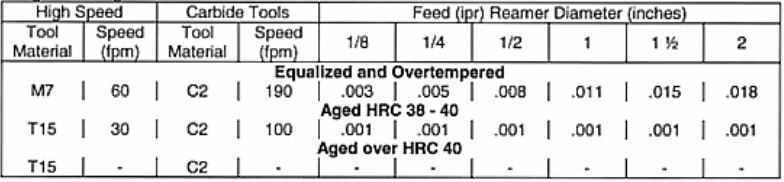
粗铰孔
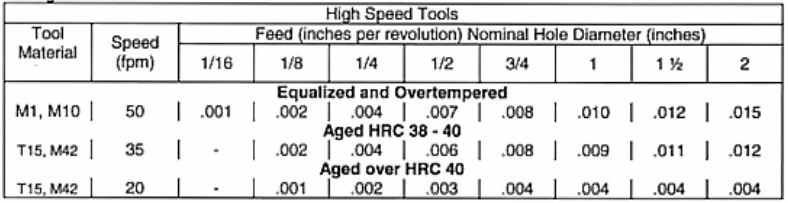
钻孔
螺纹板牙

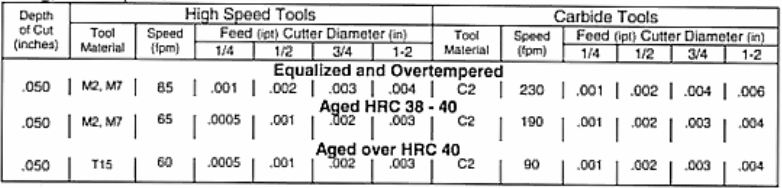
铣端面
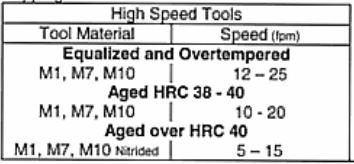
攻丝
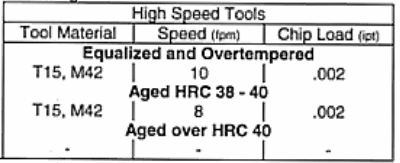
拉孔
焊接
350合金适用屏蔽熔焊和电阻焊。不建议用氧乙炔焊,因此焊接过程中会产生增碳。如需用填料,应用化学成分相匹配的填料,使焊缝和基体的性质相近。焊点设计,应避免应力集中,例如尖角,螺纹和半渗透焊接。如果焊接件强度要求不是很高,可以用标准的奥氏体不锈钢填料,例如E/ER308。
钎焊
熔点或流点在871-1038°C范围的普通银焊料或镍基焊料都可用于350合金的钎焊。如果钎焊温度超过932°C,焊接组件需降温至932°C,保温一段时间,然后再冷却至室温。
提高350合金的应力腐蚀耐受能力,热处理方法是,加热至1010-1066°C,迅速冷却至室温,在-73°C冷却3个小时,然后重新加热至927-954°C,90分钟/英寸厚度,迅速冷却至室温,在-73°C冷却3个小时,然后在538°C回火3个小时。
为达到最佳耐腐蚀状态,材料表面不得起皮,不能有润滑油,异物等。加工后,零件应彻底清洗并做钝化处理。
物理性质
比重:退火态—7.92;低温冷却,454°C回火态—7.81
密度:退火态—0.2860 lb/in3;回火态—0.2820lb/in3
熔距 2500-2550°F
平均热膨胀系数
平均热膨胀系数—低温冷却,454°C回火
导热率
导热率—低温冷却,454°C回火
弹性模量(E)
刚性模量(G)
电阻
电阻-低温冷却,454°C回火
机械性能
温度对V型缺口冲击强度的影响—低温冷却,回火态
抗拉性能—低温冷却,回火态
室温机械性能
暴露于高温并受应力后恢复室温的抗拉性能—低温冷却,回火态
应力开裂强度—低温冷却,回火态
热处理
退火
加热至1010-1066°C,迅速冷却至室温
硬化
两种方法硬化,一是先低温冷却再回火(简称SCT),二是重复时效(简称DA)。SCT方法得到的强度高于DA方法。SCT处理之前,材料应从932°快速冷却进行调质。对于DA,调质不是必须,但是建议采用。另外,建议退火处理后(1010-1066°C),先将材料在-73°C冷却3个小时,再做硬化处理。
重复时效(DA)
在732-760°C保温3个小时,空冷至室温,然后加热至440-468°C,保温2-3个小时,空冷。
低温冷却
在932°C调质90分钟/英寸厚度,迅速冷却,在-73°C冷却至少3个小时,然后在454°C或538°C回火至少3个小时。454°C回火态的强度和硬度最高,538°C回火态的韧度和应力腐蚀性能更好。
过度回火态
棒料和块料的供货状态通常是过度回火态。该状态的热处理过程是加热至745-801°C,3-4小时,空冷至室温,然后加热至538-593°C,3个小时,空冷,产生稳定的回火马氏体结构,最适宜机加。
热处理尺寸增长
加工性能
热加工
350材料可热加工。热加工的最高温度为1177°C。温度达1177°C,铁素体会增加。完工阶段的温度范围控制为927-982°C,可阻止晶粒粗化,提高碳化物的匀质沉淀。
冷加工
退火态的350合金基本就是奥氏体,成型性能类似300系列不锈钢,但是350的冷作硬化率更高。冷成型加工可导致马氏体转换,转换率和加工量成正比。如果形变量很大,可将材料加热至149°C或更高来减弱冷作硬化。硬化状态的350合金具有足够的韧度,可以做有限的成型和矫直加工。
机加
退火态的350比较软,有粘性,而且冷作硬化率很高,因此不建议机加退火态的350材料。最便于机加的状态是过度回火态。过度回火态机加需留足尺寸增大的余量,以便后续做硬化处理。如果机加精度要求非常高,需在硬化状态完成最终的机加工序
350合金的加工参数
车削—单点和组合刀具
车削—切断和成型刀具
粗铰孔
钻孔
螺纹板牙
铣端面
攻丝
拉孔
焊接
350合金适用屏蔽熔焊和电阻焊。不建议用氧乙炔焊,因此焊接过程中会产生增碳。如需用填料,应用化学成分相匹配的填料,使焊缝和基体的性质相近。焊点设计,应避免应力集中,例如尖角,螺纹和半渗透焊接。如果焊接件强度要求不是很高,可以用标准的奥氏体不锈钢填料,例如E/ER308。
钎焊
熔点或流点在871-1038°C范围的普通银焊料或镍基焊料都可用于350合金的钎焊。如果钎焊温度超过932°C,焊接组件需降温至932°C,保温一段时间,然后再冷却至室温。